Upozornenia týkajúce sa prác
- Pred všetkými prácami na elektrickom náradí vytiahnite sieťovú zástrčku zo zásuvky.
- Vaše elektrické náradie používajte iba s prídavnou rukoväťou (2).
- Na skrutku/maticu prikladajte ručné elektrické náradie iba vo vypnutom stave. Otáčajúce sa pracovné nástroje by sa mohli zošmyknúť.
Krútiaci moment je závislý od doby trvania impulzov. Maximálny dosiahnutý krútiaci moment vyplýva zo súčtu všetkých jednotlivých krútiacich momentov dosiahnutých impulzmi. Maximálny krútiaci moment sa dosiahne po trvaní uťahovacích impulzov v trvaní 6 – 10 sekúnd. Po tejto dobe sa už uťahovací moment zvyšuje iba minimálne.
Avšak teplota telesa prevodovky sa badateľne zvýši.
Upozornenie: Následkami nadmerného zahrievania je vysoké opotrebovanie všetkých častí impulzového mechanizmu a vysoká spotreba maziva.
Dobu trvania uťahovacích impulzov treba zistiť pre každý požadovaný uťahovací moment. Skutočne dosiahnutý uťahovací moment treba v každom prípade zisťovať pomocou momentového kľúča.
Skrutkové spojenia s tvrdým, pružným alebo s mäkkým podkladom
Ako odmeriate krútiace momenty dosiahnuté pri skúške a nanesiete ich do grafu, dostanete krivku priebehu krútiacich momentov. Výška krivky zodpovedá maximálne dosiahnuteľnému krútiacemu momentu, strmosť krivky ukazuje, za aký čas ho možno dosiahnuť.
Priebeh krútiaceho momentu závisí od nasledujúcich faktorov:
- pevnosť skrutiek/matíc
- druh podložky/podkladu (okrúhla podložka, tanierová pružina, tesnenie)
- pevnosť zoskrutkovávaného materiálu
- pomery mastenia skrutkového spoja
Z toho potom vyplývajú nasledujúce prípady použitia:
- Tvrdé spojenie je dané pri skrutkových spojoch kovu na kov s použitím podložiek. Maximálny krútiaci moment sa dosiahne po relatívne krátkom čase rotačných impulzov (strmý priebeh charakteristiky). Zbytočne dlhá doba impulzového uťahovania iba poškodzuje náradie.
- Pružné spojenie je dané pri skrutkových spojoch kovu na kov, avšak s použitím pružných podložiek, tanierových podložiek, svorníkov alebo skrutiek/matíc s kónickým sedlom, ako aj pri použití predlžovacích prvkov.
- Mäkké spojenie je dané pri skrutkových spojeniach napr. kovu na drevo, alebo pri použití olovených alebo fibrových podložiek ako podkladu.
Pri pružných, resp. mäkkých spojeniach je maximálny uťahovací moment menší ako pri tvrdom spojení. Takisto je na dosiahnutie rovnakého uťahovacieho momentu potrebná dlhšia doba impulzového uťahovania.
Zistenie doby rázového uťahovania
Na grafoch (príklady) je zobrazený uťahovací moment [Nm] v závislosti od dĺžky trvania rázov [s]:
❶ pre tvrdý spoj
❷ pre mäkký spoj.
Uvedené údaje sú stredné hodnoty a podľa prípadu použitia sa odlišujú. Skutočne dosiahnutý uťahovací moment treba v každom prípade skontrolovať pomocou momentového kľúča.
Graf pre GDS 24

Maximálny uťahovací moment sa dosiahne:
- pre tvrdý spoj po cca 10 sekundách rázového uťahovania
- pre mäkký spoj po cca 22 sekundách rázového uťahovania
Graf pre GDS 30
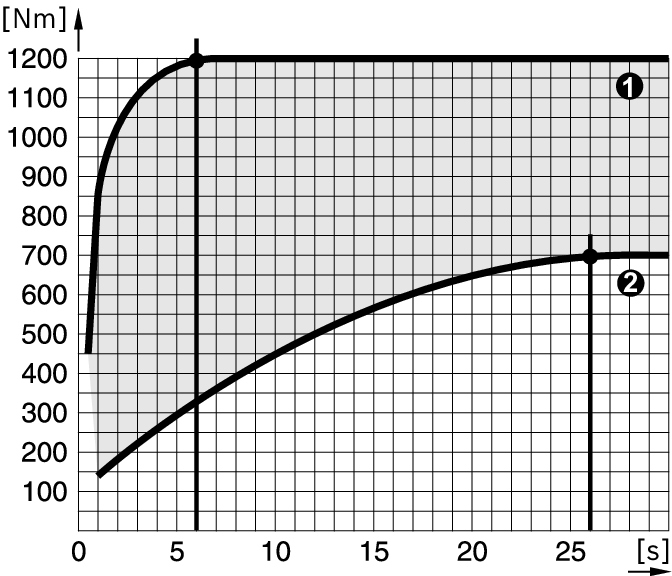
Maximálny uťahovací moment sa dosiahne:
- pre tvrdý spoj po cca 6 sekundách rázového uťahovania
- pre mäkký spoj po cca 26 sekundách rázového uťahovania
Orientačné hodnoty pre maximálne uťahovacie momenty bežne predávaných skrutiek môžete nájsť v nasledujúcej tabuľke.
Orientačné hodnoty na dosiahnutie maximálnych uťahovacích momentov skrutiek
Údaje v Nm, vypočítané z plochy jadra skrutky; využitie hranice prieťažnosti 90 % (pri súčiniteli trenia μcelk = 0,12). Skutočne dosiahnutý uťahovací moment treba v každom prípade skontrolovať pomocou momentového kľúča.
Triedy pevnosti podľa normy DIN 267 | Štandardné skrutky | Skrutky s vysokou pevnosťou | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
3.6 | 4.6 | 5.6 | 4.8 | 6.6 | 5.8 | 6.8 | 6.9 | 8.8 | 10.9 | 12.9 | |
M8 | 6.57 | 8.7 | 11 | 11.6 | 13.1 | 14.6 | 17.5 | 19.7 | 23 | 33 | 39 |
M10 | 13 | 17.5 | 22 | 23 | 26 | 29 | 35 | 39 | 47 | 65 | 78 |
M12 | 22.6 | 30 | 37.6 | 40 | 45 | 50 | 60 | 67 | 80 | 113 | 135 |
M14 | 36 | 48 | 60 | 65 | 72 | 79 | 95 | 107 | 130 | 180 | 215 |
M16 | 55 | 73 | 92 | 98 | 110 | 122 | 147 | 165 | 196 | 275 | 330 |
M18 | 75 | 101 | 126 | 135 | 151 | 168 | 202 | 227 | 270 | 380 | 450 |
M20 | 107 | 143 | 178 | 190 | 214 | 238 | 286 | 320 | 385 | 540 | 635 |
M22 | 145 | 190 | 240 | 255 | 290 | 320 | 385 | 430 | 510 | 715 | 855 |
M24 | 185 | 245 | 310 | 325 | 370 | 410 | 490 | 455 | 650 | 910 | 1100 |
M27 | 275 | 365 | 455 | 480 | 445 | 605 | 725 | 815 | 960 | 1345 | 1615 |
M30 | 370 | 495 | 615 | 650 | 740 | 820 | 990 | 1100 | 1300 | 1830 | 2200 |
Príklad pre zistenie doby rázového uťahovania (GDS 30)
Skrutka M 24 triedy pevnosti 8.8 = uťahovací moment skrutky 650 Nm
Z grafu GDS 30 vyplýva pri uťahovacom momente 650 Nm doba rázového uťahovania 0,8 s pozri .
Tipy
Torzné tyče majú stopky s presne kalibrovaným zúženým priemerom. Vďaka tomu obmedzujú krútiaci moment. Torzná tyč sa zaradí medzi impulzový skrutkovač a skrutkovací hrot.
Ako orientačné pravidlo pre používanie platí: jadro závitu skrutky = účinný priemer torznej tyče. Potrebná doba trvania rázového uťahovania sa zisťuje pomocou praktických skúšok.
Na zavesenie je v ťažisku elektrického náradia pripevnené závesné oko (1).
Pomocou uholníka (príslušenstvo) môžete zmeniť polohu rukoväte.
Pri teplotách okolo bodu mrazu treba nechať ručné elektrické náradie bežať cca 3 minúty na voľnobeh, aby sa dosiahol zlepšený mastiaci výkon v elektrickom náradí.