Указания за работа
- Преди извършване на каквито и да е дейности по електроинструмента изключвайте щепсела от захранващата мрежа.
- Използвайте Вашия електроинструмент само с монтирана спомагателна ръкохватка (2).
- Поставяйте електроинструмента на главата на винта/гайката само когато е изключен. Въртящият се работен инструмент може да се изметне.
Въртящият момент зависи от времетраенето на ударите. Максималният въртящ момент е сума от всички единични въртящи моменти на отделните удари. Максималният въртящ момент се достига след действие на ударите 6-10 секунди. След този период въртящият момент на затягане се увеличава незначително.
Корпусът на редуктора се нагрява чувствително.
Указание: Последствията от прекомерното нагряване са интензивното износване на всички детайли на ударния механизъм и увеличено потребление на машинно масло.
Продължителността на действие на ударите трябва да се определя за всеки момент на затягане. Действително постигнатият въртящ момент трябва да се проверява винаги с динамометричен ключ.
Завинтвания с твърда, пружинираща или мека основа
Ако при експеримент се измерят достигнатите при последователните удари въртящи моменти и резултатите се нанесат на диаграма, се получава кривата на въртящия момент. Височината на кривата съответства на максимално достигнатия въртящ момент, стръмността показва за какво време се достига този въртящ момент.
Вида на кривата на въртящия момент зависи от следните фактори:
- Якост на винта/гайката
- Вид на подложките (нормална шайба, пружинна шайба, уплътнение)
- Якост на материалите на съединяваните детайли
- Смазване на винтовото съединение
В зависимост от тези фактори могат да се различат следните случаи:
- Твърдо съединение се образува при съединяване на метал с метал и използване на нормални подложни шайби. След относително кратък период на действие на ударите се достига максималният въртящ момент (стръмна крива). Ненужно дългото ударно действие води единствено до износване на машината.
- Пружиниращо съединение се получава при съединяване на метал с метал, но при използване на различни видове федер-шайби, шпилки или винтове/гайки с конична форма, както и при използване на удължители.
- Меко съединение се получава напр. при съединяване на метал с дърво или при използване като подложка на оловни шайби.
При пружиниращо, респ. меко съединение максимално достиганият въртящ момент е по-малък, отколкото при твърдо съединение. Също така е необходимо значително по-дълго време на действие на ударите.
Определяне на времетраенето на ударите
Диаграмите (примери) показват затягащия момент [Nm] в зависимост от времетраенето на ударите [s]:
❶ за твърдо съединение
❷ за меко съединение.
Посочените стойности са усреднени. В зависимост от конкретните условия Вашите стойности могат да се различават. За контрол винаги трябва да се проверява с динамометричен ключ.
Диаграма за GDS 24
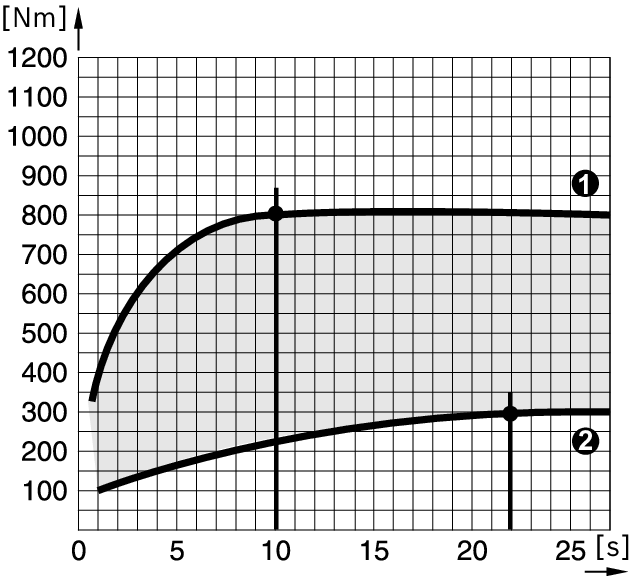
Най-висок въртящ момент се достига:
- за твърдо съединение след прибл. 10 секунди времетраене на ударите
- за меко съединение след прибл. 22 секунди времетраене на ударите
Диаграма за GDS 30
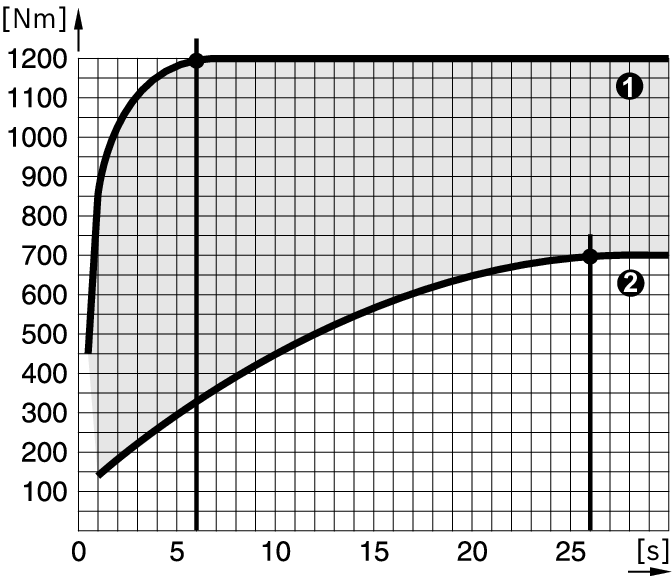
Най-висок въртящ момент се достига:
- за твърдо съединение след прибл. 6 секунди времетраене на ударите
- за меко съединение след прибл. 26 секунди времетраене на ударите
Ориентировъчни стойности за максималния момент на затягане на обикновени винтове съдържа таблицата по-долу.
Ориентировъчни стойности за максимални моменти на затягане на винтовете
Данни в Nm, изчислени по напрежението на носещото напречно сечение; достигнатото напрежение е 90 % (при коефициент на триене μобщ = 0,12). За контрол винаги трябва да се проверява с динамометричен ключ.
Класове на якост по DIN 267 | Обикновени винтове | Високояки винтове | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
3.6 | 4.6 | 5.6 | 4.8 | 6.6 | 5.8 | 6.8 | 6.9 | 8.8 | 10.9 | 12.9 | |
M8 | 6.57 | 8.7 | 11 | 11.6 | 13.1 | 14.6 | 17.5 | 19.7 | 23 | 33 | 39 |
M10 | 13 | 17.5 | 22 | 23 | 26 | 29 | 35 | 39 | 47 | 65 | 78 |
M12 | 22.6 | 30 | 37.6 | 40 | 45 | 50 | 60 | 67 | 80 | 113 | 135 |
M14 | 36 | 48 | 60 | 65 | 72 | 79 | 95 | 107 | 130 | 180 | 215 |
M16 | 55 | 73 | 92 | 98 | 110 | 122 | 147 | 165 | 196 | 275 | 330 |
M18 | 75 | 101 | 126 | 135 | 151 | 168 | 202 | 227 | 270 | 380 | 450 |
M20 | 107 | 143 | 178 | 190 | 214 | 238 | 286 | 320 | 385 | 540 | 635 |
M22 | 145 | 190 | 240 | 255 | 290 | 320 | 385 | 430 | 510 | 715 | 855 |
M24 | 185 | 245 | 310 | 325 | 370 | 410 | 490 | 455 | 650 | 910 | 1100 |
M27 | 275 | 365 | 455 | 480 | 445 | 605 | 725 | 815 | 960 | 1345 | 1615 |
M30 | 370 | 495 | 615 | 650 | 740 | 820 | 990 | 1100 | 1300 | 1830 | 2200 |
Пример за определяне на времетраенето на ударите (GDS 30)
Винт M 24 с клас на якост 8.8 = момент на затягане на винтовете 650 Nm
От диаграмата GDS 30 се получава при 650 Nm времетраене на удар от 0,8 секунди вж. .
Съвети
Торсионните лостове имат опашка с точно калибриран диаметър. Благодарение на него те ограничават въртящия момент. Торсионен лост се поставя между ударния винтоверт и накрайника за завиване (бита).
Като грубо орионтировъчно правило важи: вътрешният диаметър на резбата на винта = работния диаметър на торсионния лост. Времетраенето на ударите се определя чрез изпробване.
За окачване в центъра на тежестта на електроинструмента е монтирана халката (1).
С ъглов адаптер (допълнително приспособление) можете да променяте позицията на спомагателната ръкохватка.
При отрицателни температури трябва предварително да оставите електроинструмента да загрее, като работи прибл. 3 минути на празен ход, за да се подобри смазването му.