Çalışırken dikkat edilecek hususlar
- Elektrikli el aletinin kendinde bir çalışma yapmadan önce her defasında fişi prizden çekin.
- Elektrikli el aletinizi sadece ilave tutamakla kullanın (2).
- Elektrikli el aletini sadece kapalı durumda somunlara/vidalara yerleştirin. Dönmekte olan uçlar kayabilir.
Tork, darbe süresine bağlıdır. Ulaşılabilen maksimum tork, darbeler sonucunca elde edilen tek tek torkların toplamına eşittir. Maksimum torka 6–10 saniyelik darbe süresinden sonra erişilir. Bu süreden sonra sıkma torku çok küçük ölçülerde yükselir.
Ancak şanzıman muhafazası hissedilir bir şekilde ısınır.
Not: Aşırı ısınmanın sonuçları, tüm darbe mekanizması parçalarında yüksek aşınma ve yüksek yağlayıcı madde gereksinimidir.
Darbe süresi, her işte gerekli olan sıkma torkuna göre belirlenmelidir. Gerçek olarak erişilen sıkma torku her defasında bir tork anahtarı ile kontrol edilmelidir.
Sert, yaylı veya yumuşak oturmalı vidalamalar
Bir deneme yaparken darbe serisi içinde erişilen tork ölçülür ve bir grafiğe aktarılırsa tork eğrisi elde edilir. Eğrinin yüksekliği erişilebilen maksimum torku, diklik ise bunun ne kadar sürede sağlandığını gösterir.
Tork eğrisi şu faktörlere bağlıdır:
- Vidaların/somunların sağlamlığı
- Tabanın türü (disk, yaylı tabla, conta)
- Vidalanan malzemenin sağlamlığı
- Vida bağlantı yerindeki yağlanma koşulları
Bunlara uygun olarak şu uygulama alanları ortaya çıkar:
- Sert oturma besleme pulları kullanılarak metalin metalle vidalanmasıdır. Nispeten kısa bir darbe süresinden sonra maksimum torka ulaşılır (dik karakteristik eğri). Gereksiz ölçüde uzun darbe süresi makineye zarar verir.
- Yaylı oturma rondelalar, yaylı tablalar, ayarlı saplamalar veya konik oturmalı vida ve somunlar ve uzatmalar kullanılarak metalin metalle vidalanmasıdır.
- Yumuşak oturma örneğin metalin ahşaba vidalanması veya kurşun veya fiber diskler kullanılarak yapılan vidalamalardır.
Yaylı ve yumuşak oturmada maksimum sıkma torku sert oturmaya oranla daha düşüktür. Ayrıca daha uzun bir darbe süresi gereklidir.
Darbe süresinin belirlenmesi
Grafik (örnekler) darbe süresine (sn) bağlı sıkma torkunu (Nm) göstermektedir:
❶ sert oturma için
❷ yumuşak oturma için.
Bu veriler ortalama değerler olup uygulamaya türüne göre değişebilir. Sıkma torku daima bir tork anahtarı ile kontrol edilmelidir.
GDS 24 için grafik
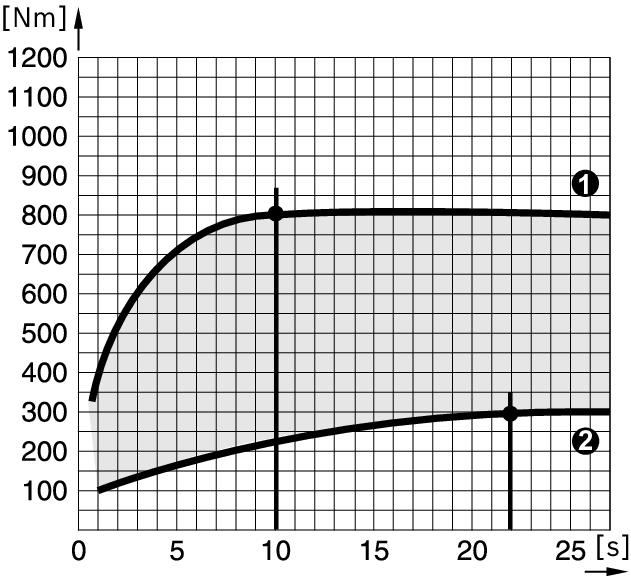
En yüksek torka şu şekilde ulaşılır:
- Sert oturma için yaklaşık 10 saniyelik bir darbe süresinden sonra
- Yumuşak oturma için yaklaşık 22 saniyelik bir darbe süresinden sonra
GDS 30 için grafik
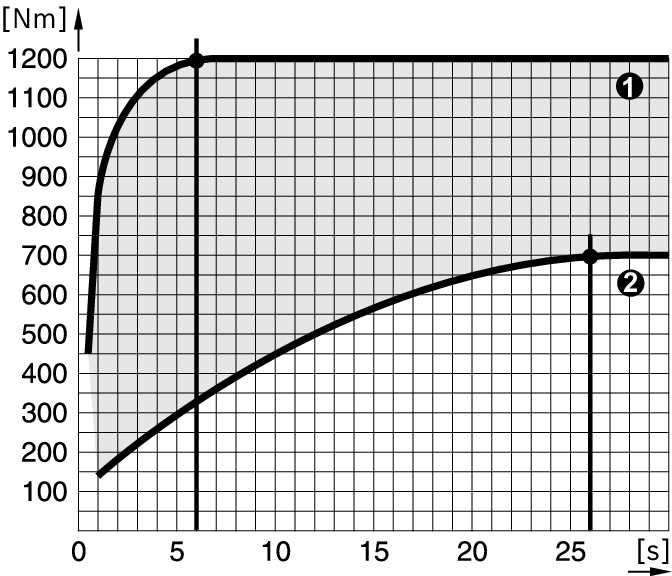
En yüksek torka şu şekilde ulaşılır:
- Sert oturma için yaklaşık 6 saniyelik bir darbe süresinden sonra
- Yumuşak oturma için yaklaşık 26 saniyelik bir darbe süresinden sonra
Piyasada bulunan vidaların maksimum vidalama-sıkma torklarına ait referans değerleri aşağıdaki tabloda bulabilirsiniz.
Maksimum vidalama-sıkma torkları için referans değerler
Veriler Nm olarak, gerilim ortalamasından çıkılarak hesaplanmıştır; %90’lık yol kullanımı (μtop = 0,12 sürtünme katsayısında). Sıkma torku daima bir tork anahtarı ile kontrol edilmelidir.
DIN 267’ye göre sağlamlık sınıfları | Standart vidalar | Çok sağlam vidalar | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
3.6 | 4.6 | 5.6 | 4.8 | 6.6 | 5.8 | 6.8 | 6.9 | 8.8 | 10.9 | 12.9 | |
M8 | 6.57 | 8.7 | 11 | 11.6 | 13.1 | 14.6 | 17.5 | 19.7 | 23 | 33 | 39 |
M10 | 13 | 17.5 | 22 | 23 | 26 | 29 | 35 | 39 | 47 | 65 | 78 |
M12 | 22.6 | 30 | 37.6 | 40 | 45 | 50 | 60 | 67 | 80 | 113 | 135 |
M14 | 36 | 48 | 60 | 65 | 72 | 79 | 95 | 107 | 130 | 180 | 215 |
M16 | 55 | 73 | 92 | 98 | 110 | 122 | 147 | 165 | 196 | 275 | 330 |
M18 | 75 | 101 | 126 | 135 | 151 | 168 | 202 | 227 | 270 | 380 | 450 |
M20 | 107 | 143 | 178 | 190 | 214 | 238 | 286 | 320 | 385 | 540 | 635 |
M22 | 145 | 190 | 240 | 255 | 290 | 320 | 385 | 430 | 510 | 715 | 855 |
M24 | 185 | 245 | 310 | 325 | 370 | 410 | 490 | 455 | 650 | 910 | 1100 |
M27 | 275 | 365 | 455 | 480 | 445 | 605 | 725 | 815 | 960 | 1345 | 1615 |
M30 | 370 | 495 | 615 | 650 | 740 | 820 | 990 | 1100 | 1300 | 1830 | 2200 |
Darbe süresinin belirlenmesi için örnek (GDS 30)
8.8 mukavemet sınıfındaki M 24 vida = Vidalama-Sıkma torku 650 Nm
GDS 30 grafiğinden 650 Nm'de 0,8 saniyelik bir darbe süresi çıkıyor Bakınız .
Öneriler
Torsiyon çubuğu, hassas bir şekilde kalibre edilmiş, azaltılmış bir çapa sahip bir şafta sahiptir. Böylece torku sınırlandırıcı bir etki sağlar. Darbeli somun sıkma makinesi ve uç arasına bir torsiyon çubuğu yerleştirilir.
Uygulama için temel kural şudur: Vidanın temel çapı = Torsiyon çubuğunun etkili çapı. Bu nedenle darbe süresi deneyerek bulunmalıdır.
Asmak üzere elektrikli el aletine (1) bir asma halkası monte edilmiştir.
Bir köşebent parçası (aksesuar) ile tutamağın konumunu değiştirebilirsiniz.
Donma noktasının altındaki sıcaklıklarda, önce elektrikli el aleti yağlama performansını artırmak için elektrikli el aletini yaklaşık 3 dakika rölantide kullanmalısınız.