Munkavégzési tanácsok
- Az elektromos kéziszerszámon végzendő bármely munka megkezdése előtt húzza ki a csatlakozó dugót a dugaszolóaljzatból.
- Az elektromos kéziszerszámát csak a (2) pótfogantyúval együtt használja.
- Az elektromos kéziszerszámot csak kikapcsolt állapotban tegye fel az anyacsavarra / csavarra. A forgó betétszerszámok lecsúszhatnak.
A forgatónyomaték az ütési időtartamtól függ. A legnagyobb elért forgatónyomaték az egyes ütések által kifejtett egyedi forgatónyomatékok összegéből áll. A berendezés a legnagyobb forgatónyomatékot 6-10 másodperces ütési időtartam elteltével éri el. Ezen idő eltelte után a meghúzási nyomaték már csak minimális mértékben növekszik.
A hajtóműház azonban érezhetően felmelegszik.
Figyelem: A túlságosan erős felmelegedés következményei: az ütőmű valamennyi alkatrésze gyoran kopik és nagy mennyiségű kenőanyagra van szükség.
Az ütési időtartamot minden egyes kívánt meghúzási nyomatékhoz külön meg kell határozni. A ténylegesen elért meghúzási nyomatékot egy forgatónyomaték-kulccsal mindig ellenőrizni kell.
Kemény, rugózó vagy puha csavaros rögzítés
Ha egy kísérlet során megmérik és felviszik egy ábrára az ütéssorozat során elért forgatónyomatékokat, akkor egy forgatónyomaték görbe jön létre. A görbe magassága a legnagyobb elérhető forgatónyomatékot jelzi, a görbe meredeksége pedig azt mutatja, mennyi idő alatt lehet ezt a forgatónyomatékot elérni.
A forgatónyomaték-görbe a következő tényezőktől függ:
- A csavarok/anyák szilárdsága
- Az alátét típusa (tárcsa, tányérrúgó, tömítés)
- A csavarkötéssel rögzítendő munkadarab anyagának szilárdsága
- A csavarkötésnél alkalmazott kenőanyag tulajdonságai
Ennek megfelelően a következő alkalmazási eseteket lehet megkülönböztetni:
- Kemény rögzítés akkor alakul ki, ha fémet fémhez csavaroznak és alátéttárcsát használnak. A berendezés a legnagyobb forgatónyomatékot viszonylag rövid ütési idő alatt eléri (meredek jelleggörbe). A feleslegesen hosszú ütési idő csak árt a berendezésnek.
- Rugózó rögzítés akkor alakul ki, ha fémet fémhez csavaroznak, de alátétként rugós gyűrűt vagy tányérrúgót használnak, vagy támcsavarok vagy kúpos ülésű csavarok/anyák vagy hosszabbítók kerülnek alkalmazásra.
- Puha rögzítésről akkor beszélhetünk, ha például fémet fához csavaroznak, vagy alátétként ólom- vagy fiberalátétet használnak.
Rugózó, illetve puha rögzítésnél a legnagyobb meghúzási nyomaték kisebb mint kemény rögzítésnél. Ilyenkor ezen kívül lényegesen nagyobb ütési időre van szükség.
Az ütési időtartam meghatározása
Az ábrákon (példák) a meghúzási nyomaték [Nm] az ütési időtartam [s] függvényében van ábrázolva:
❶ kemény rögzítéshez
❷ puha rögzítéshez.
Az adatok középértékek és az alkalmazási esettől függően különbözők lehetnek. A ténylegesen elért meghúzási nyomatékot egy forgatónyomaték-kulccsal mindig ellenőrizni kell.
Sematikus ábra a GDS 24 számára
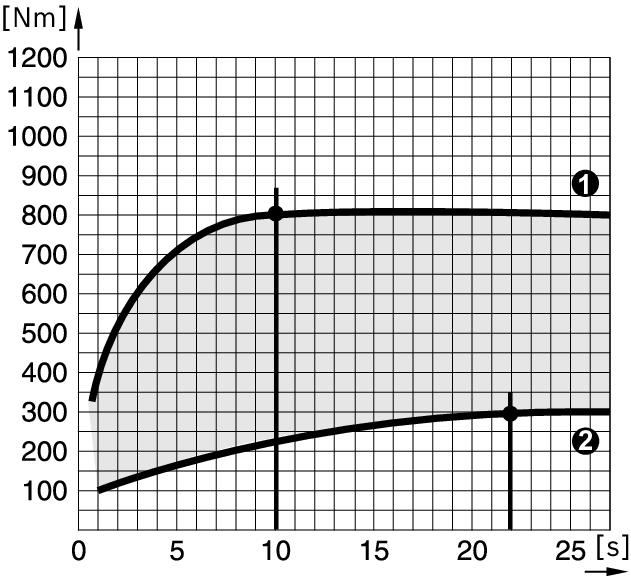
A legmagasabb forgatónyomaték elérése:
- kemény rögzítéshez kb. 10 másodperc ütésidő elteltével
- puha rögzítéshez kb. 22 másodperc ütésidő elteltével
Sematikus ábra a GDS 30 számára
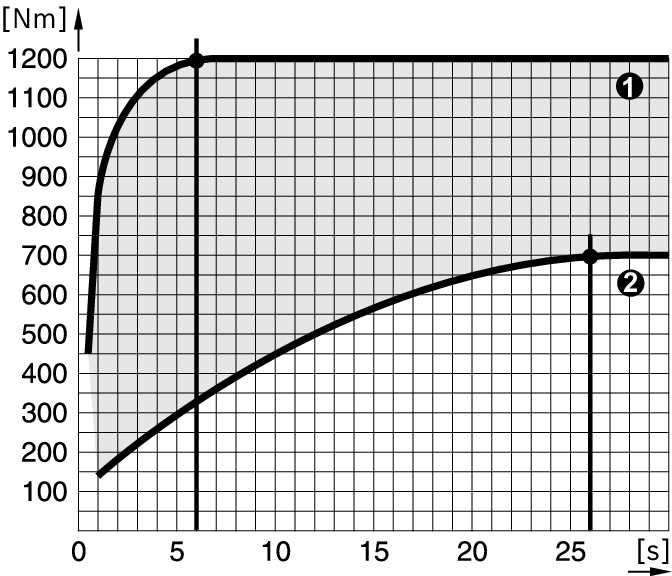
A legmagasabb forgatónyomaték elérése:
- kemény rögzítéshez kb. 6 másodperc ütésidő elteltével
- puha rögzítéshez kb. 26 másodperc ütésidő elteltével
A kereskedelemben szokványosan kapható csavarok maximális meghúzási nyomatékával kapcsolatos irányértékek az alábbi táblázatban találhatók.
A maximális csavarmeghúzási nyomatékok irányértékei
Az adatok Nm-ben vannak megadva, és a megfeszített keresztmetszetből, a folyási határ 90 %-os kihasználásából (μösszes = 0,12 súrlódási tényező mellett) kerültek meghatározásra. A ténylegesen elért meghúzási nyomatékot egy forgatónyomaték-kulccsal mindig ellenőrizni kell.
Szilárdsági osztályok a DIN 267 szerint | Standard csavarok | Nagy szilárdságú csavarok | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
3.6 | 4.6 | 5.6 | 4.8 | 6.6 | 5.8 | 6.8 | 6.9 | 8.8 | 10.9 | 12.9 | |
M8 | 6.57 | 8.7 | 11 | 11.6 | 13.1 | 14.6 | 17.5 | 19.7 | 23 | 33 | 39 |
M10 | 13 | 17.5 | 22 | 23 | 26 | 29 | 35 | 39 | 47 | 65 | 78 |
M12 | 22.6 | 30 | 37.6 | 40 | 45 | 50 | 60 | 67 | 80 | 113 | 135 |
M14 | 36 | 48 | 60 | 65 | 72 | 79 | 95 | 107 | 130 | 180 | 215 |
M16 | 55 | 73 | 92 | 98 | 110 | 122 | 147 | 165 | 196 | 275 | 330 |
M18 | 75 | 101 | 126 | 135 | 151 | 168 | 202 | 227 | 270 | 380 | 450 |
M20 | 107 | 143 | 178 | 190 | 214 | 238 | 286 | 320 | 385 | 540 | 635 |
M22 | 145 | 190 | 240 | 255 | 290 | 320 | 385 | 430 | 510 | 715 | 855 |
M24 | 185 | 245 | 310 | 325 | 370 | 410 | 490 | 455 | 650 | 910 | 1100 |
M27 | 275 | 365 | 455 | 480 | 445 | 605 | 725 | 815 | 960 | 1345 | 1615 |
M30 | 370 | 495 | 615 | 650 | 740 | 820 | 990 | 1100 | 1300 | 1830 | 2200 |
Példa az ütési időtartam meghatározására (GDS 30)
8.8 szilárdsági osztályú M 24-es csavar = a csavar meghúzási nyomatéka 650 Nm
A GDS 30 sematikus ábráján 650 Nm nyomatékhoz 0,8 másodperc ütésidő tartozik. lásd .
Tippek
A torziós rudak egy pontosan kalibrált, csökkentett átmérővel rendelkeznek. Ezek így korlátozzák a forgatónyomatékot. Egy torziós rudat az ütvefúró és a bit közé kell betenni.
Ökölszabályként a következőt lehet használni: A csavar magátmérője = a torziós rúd hatásos átmérője. Az ütési időtartamot próbacsavarásokkal kell meghatározni.
A felakasztáshoz az elektromos kéziszerszám súlypontjánál egy (1) akasztófül van felszerelve.
A pótfogantyú helyzetét egy szögvasdarabbal (külön tartozék) meg lehet változtatni.
Fagypont alatt hőmérsékleteken az elektromos kéziszerszámot először járassa kb. 3 percig üresjáratban, hogy a kenési teljesítmény megfelelő legyen.