รูปแบบการทำงาน
- ปรับความลึกการตัดให้เหมาะกับความหนาของชิ้นงาน ฟันเลื่อยควรโผล่ยื่นออกมาทางด้านล่างของชิ้นงานน้อยกว่าหนึ่งฟันเต็ม
GKS 18V-68 G
สามารถปรับความลึกการตัดได้ด้วยปุ่มสำหรับเลือกความลึกการตัดล่วงหน้า (20)
GKS 18V-68
สามารถปรับความลึกการตัดได้ด้วยคันหนีบสำหรับเลือกความลึกการตัดล่วงหน้า(21)
สำหรับความลึกการตัดน้อย ให้ดึงเครื่องเลื่อยออกห่างจากแผ่นฐาน (13) สำหรับความลึกการตัดมาก ให้ดันเครื่องเลื่อยเข้าหาแผ่นฐาน (13) ปรับความลึกการตัดที่ต้องการที่มาตราส่วนความลึกการตัด (17)
ทางที่ดีที่สุดควรวางเครื่องมือไฟฟ้าโดยจับด้านหน้าของกระบังป้องกันใบเลื่อย (16) ลง
GKS 18V-68 G
คลายคันปรับสำหรับการเลือกมุมเอียงล่วงหน้า (5) และน๊อตปีก (15) เอียงเครื่องเลื่อยไปทางด้านข้าง ปรับขนาดที่ต้องการที่มาตราส่วน (7) ขันสกรูปรับ (5) และน๊อตปีก (15) กลับเข้าให้แน่น
หมายเหตุ: สำหรับการตัดมุมเอียง จะได้ความลึกการตัดน้อยกว่าค่าที่แสดงบนมาตราส่วนความลึกการตัด (17)
GKS 18V-68
คลายคันปรับสำหรับการเลือกมุมเอียงล่วงหน้า (5) เอียงเครื่องเลื่อยไปทางด้านข้าง ปรับขนาดที่ต้องการที่มาตราส่วน (7) ขันสกรูปรับ (5) กลับเข้าให้แน่น
หมายเหตุ: สำหรับการตัดมุมเอียง จะได้ความลึกการตัดน้อยกว่าค่าที่แสดงบนมาตราส่วนความลึกการตัด (17)
GKS 18V-68 G
เครื่องหมายตัด 0° (8) แสดงตำแหน่งของใบเลื่อยสำหรับการตัดเป็นมุมฉาก เครื่องหมายตัด 45° (9) แสดงตำแหน่งของใบเลื่อยสำหรับการตัด 45°
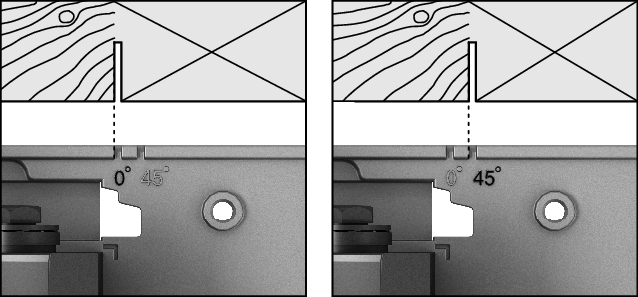
ใช้ขอบด้านซ้ายของเครื่องหมายตัดเป็นแนวทางการจัดวางดังที่แสดงในภาพประกอบเพื่อดำเนินการตัด โดยในกรณีนี้ ชิ้นวัสดุที่ตกลงมาจะอยู่ทางด้านขวา ทางที่ดีที่สุดควรฝึกซ้อมการตัดก่อน
GKS 18V-68
เครื่องหมายตัด 0° (8) แสดงตำแหน่งของใบเลื่อยสำหรับการตัดเป็นมุมฉาก เครื่องหมายตัด 45° (9) แสดงตำแหน่งของใบเลื่อยสำหรับการตัด 45°
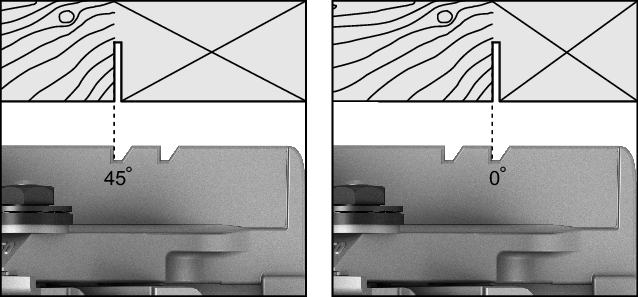
ใช้ขอบด้านซ้ายของเครื่องหมายตัดเป็นแนวทางการจัดวางดังที่แสดงในภาพประกอบเพื่อดำเนินการตัด โดยในกรณีนี้ ชิ้นวัสดุที่ตกลงมาจะอยู่ทางด้านขวา ทางที่ดีที่สุดควรฝึกซ้อมการตัดก่อน